
3D Printing: From Toy to Tools

3D printing is popularly regarded as a method for producing low quality plastic parts – and doing so very, very slowly. But recent improvements in materials, precision and printing methods are rapidly and radically transforming the way almost every kind of product can be manufactured.
Factory and machining tools to filter innovation traditionally takes a long time to trickle down. It took decades for milling down but now small, high-quality lathes are affordable for any hobbyist. Similarly, tools for reflow soldering are cheap enough for electronics enthusiasts to build small runs of micro controller boards from SMD parts. The situation is changing and one field where innovation has trickled the other way, from a relatively simple hobbyist approach to a fully-fledged professional manufacturing and prototyping process, is 3D printing. Although it was pioneered by Stratasys in the early 1990s, much of the innovation since 2004 has been done by hobbyists and university teams rather than R&D engineers. These ‘amateurs’ could not afford a six-figure budget to buy commercial 3D printers, and decided to take the do-it-yourself route. Looking back eight years or so, for most people 3D printing meant knowing someone who could build a Mendel or Darwin printer. This involved buying threaded rods, stepper motors and building a frame, as well as being able to program an Arduino board to control the printer. The resulting printer could usually produce objects up to 20x20x20cm but surface quality and stability usually disqualified the resulting printouts from professional uses. However, these cheap self-built printers were an important first step and 3D printing was soon acceptable for creating models and proof of concept prototypes that did not have to stand stress.

Fused deposit modeling: The most basic of 3D printing technologies applies melted plastic layer by layer to build the final object. Printers start at around €500.
Innovation in printing with flaments
3D printing typically begins with fused flament fabrication (FFF) or fused deposit modeling (FDM) – printing with an ‘extruder’: The filament, a plastic wire made of acrylonitrile butadiene styrene (ABS), polylactide (PLA) or polyethylene terephthalate (PET) is melted in the extruder (often just referred to as the hot end) and then applied layer by layer to the workpiece. Sometimes the plastic filaments are enriched with metal powder, micro-carbon fiber or aramid (Kevlar) fiber for rigidity.
To get usable results many parameters of the used material have to be considered. If the print environment is too cold, freshly applied layers might not bond with the layers below. If the environment is too warm, the results may sag and warp. There are printers with enclosed housings, but even then, some experience is needed to get the temperature of the chamber, extruder and heated base right foreach type of filament used. A problem with the FDM process, for example, is that layer strength is much higher in the horizontal direction (X and Y) than in the vertical (Z) plane. Unfortunately, the workpiece’s geometry often dictates the direction of printing.
The lower end of the 3D printer market starts with sub €200 kits that usually require some degree of assembly and can vary considerably in quality. Consequently, the most popular ready-built models cost upwards of €700 for ‘enthusiast’ printers without an enclosure – like the Josef Prusa i3 – or around €800 for Dremel’s enclosed Idea Builder. Moving up the scale, expect to pay a four-digit sum for enclosed printers with dual extruders.

Baby you can print my car: In 2014 Local Motors created an entire car by using an additive process. The entire project took only 44 hours, but some finishing was required.
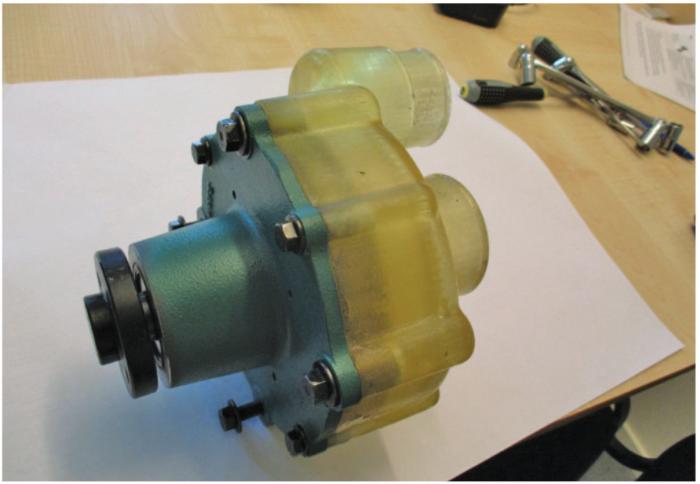
The additional extruder is used to print supporting structures that are later washed away with Limonene or water when the printed object is complete. The price point for larger-build volume printers, would be €15,000 for a typical Gigabot machine that can handle projects up to 59x76x90cm. Beyond this are even bigger self-built printers, typically used for large-scale models and functional prototypes. In this category, Volvo Construction Equipment chose Stratasys 3D printers to build fully functional prototypes of water pump casings to examine flow passages. Using plastic rather than metal in prototyping may reduce costs by 90% but more important is the reduction in time. VCE estimates it has cut the design-to-working-prototype timespan from 20 weeks to two weeks. A side benefit was that transparent plastic could be used to allow optical analysis of the flow passages.
One of the oldest methods of creating metal parts, used since about 3700BC, is lost-wax casting where an accurate model, or positive, is made in a hard wax which is then closely coated in clay or concrete to produce a mold. The dried form is then heated to melt the wax so it can be poured away. The mold is then refilled with liquid metal which sets to create the final casting.
Changing a traditional process
The process has changed little over four millennia though the materials used have changed. In large-scale production of jewelry or machine parts, the wax positive itself is often first cast in a separable mold that can be reused. The innovation of 3D printing now allows individual printing of the wax positives, allowing for small series of one-off runs of lost-wax cast objects, or to produce molds for the positives. Wax-like filaments, such as Moldlay, are available for standard desktop 3D printers. Moldlay melts at 170°C which is higher than that normally used for melting wax in a cement mold. This process is still relatively new and, where casting is outsourced, it’s important to ensure the third-party company’s casting process can deal with these higher temperatures. Special 3D printers have been developed for making dental and jewelry castings which use filaments with a 70°C melting point and print resolutions of 0.025mm. Printers like the 3D Systems Project 3500 CPXMax perfectly slot into this casting process and produce results that require only small amounts of finishing – but these printers retail at €65,000. For dental work, 3D printing is really taking off and there’s a good chance that your next dental onlay casting will be produced from a 3D-printed wax mold.
Printing a home, sweet home

30 years of 3d printing
The oldest form of additive 3D manufacturing is selective laser sintering (SLS), sometimes called direct metal laser sintering (DMLS). This uses a very fine powder that can be fused by a small, high-power laser beam. A thin layer of the powder is dusted onto a raised platform and a laser gun ‘sketches’ the shape of the base footprint of the object to be printed and the powder fuses where the light falls. The platform then drops a fraction of a millimeter, another layer of powder is added, and the next level of the model is sketched to fuse it to the first layer beneath. In time, this produces a solid, fused object buried in unused powder, which can be brushed away afterwards. The powder is not actually melted, it is sintered – which means it is melted on the surface to connect the layers. Full melting is also possible resulting in a stronger object, a method known as selective laser melting (SLM). SLS technology has been around for 30 years and crucial patents began to expire in 2014. This has cuts costs and allowed further innovation in the SLS process. Industrial quality printers for plastic media now start at €100,000. A problem with SLS is that more than 60% of the unused powder is typically lost because it is ‘thermally shocked,’ impairing caused when fresh powder is spread on a recently sintered area or near a hot target area. A workaround to reduce this wastage is to print smaller objects within the hollow parts of larger objects. This might lead to lost time because of the need to collate
and arrange the pieces efficiently but may bring the price for a print session down to a more reasonable level.

Simplify, then add lightness
The mechanical properties of SLM creations are very close to those of their base material, which means they can match cast or machined parts in strength. SLM has the advantage that nearly any shape or form is possible while cast parts usually require compromises because of the way molten metal flows and machining limitations. The downside is that hollow but enclosed, parts are impossible to achieve with SLS/SLM because an opening to pour out remaining powder must be available.
Achieving higher loads
Due to the matching properties of the raw base material and the fused SLM version, airplane manufacturer Airbus decided to manufacture SLM versions of the fixings that join the pilots’ sleeper cabins to the main structure of the Airbus A350 XWB. The original fixing was designed to support a weight of 3,400kg, with the actual load being 1,700kg. The SLM version is 50% lighter and in tests the joint only broke when stressed to 13,500kg. Airbus did not disclose any cost comparisons, which may be higher for SLM, but higher payloads or lower fuel consumption usually compensate for investment in lightweight aerospace designs. In January 2017, the Renault Trucks company surprised customers with a SLS-fabricated version of its DTI5, four cylinder, truck engine which, at 120kg, was impressively 25% lighter than its conventionally-produced predecessor. While both versions of the engine looked the same from the outside, details like rocker arms clearly demonstrated how much material organic SLS designs can strip away when freed from the constraints imposed by machining or casting processes.

General functional principle of laser sintering
SLS and SLM manufacturing techniques are also proving increasingly popular in healthcare. Orthopedic implant maker Osteo Anchor has reaped the rewards of patents that stemmed from its work in designing a new surface texture for bone implants. 3D printing made it possible for the company to create a teethed surface for cementless orthopedic implants which grips and interfaces better with bone. Implants are manufactured as a single piece from a basic design but it is easy to make individual variations to give the implant a closer ft before printing. Another growing application for 3D is in the manufacture of printed tools. FDM enables the fast creation of tools which don’t have to stand high stressThe Oak Ridge National Laboratory, in Tennessee, developed a trim-and-drill tool for use by Boeing in building its 777X jet plane. At more than five meters long and 1.7 meters wide, the tool currently holds the Guinness World Record as the largest, solid, 3D-printed part. Printing takes 30 hours which compares favorably with conventional milling and machining which typically takes months. At Airbus, 3D-printed tools are used for all kinds of maintenance work. For example, a tool for supporting the A380 airliner’s doors while repairs are made, instead of completely removing them, is said to save hours for each repair job.
Interview: Christoph Sobotta
Smart Industry talked with Christoph Sobotta, CEO and founder of Superscript*, about the past, present and future of additive manufacturing and fused deposition modeling (FDM).

A great leap forward.
Christoph Sobotta, CEO and founder of Superscript
3D printing is still viewed by many as immature – a way to make nice toys. When will it finally grow up?
Actually, 3D printing is already established as a disruptive technology, just ask any engineer. Often, having prototypes or tools 3D printed fits their budget and timeframe better than other manufacturing methods. For our business, access to reasonably priced 3D technology was a great leap forward in efficiency. As a side effect we also 3D print tools and aids for other production methods like styrofoam cutting.
Is there anything that can’t be printed?
Since we are using mostly FDM, there are sometimes complex shapes that need further rethinking. But given the large array of additive manufacturing technologies (SLS, FDM, STL) and available materials, there appears to be almost no limits. Especially SLS metal impresses with the possibility of building organic structures that are strong where needed – at a quite high price. So the question should rather be one of where it makes sense, where it does not, and whether it is actually economically viable.
What’s the chance of Europe taking the lead in the development of additive manufacturing away from the US and Asia?
European companies are already very strong and innovative, but development here seems to be much more evolutionary. In the US, crowdfunding and venture capital is being poured into some crazy ideas that often fail, but sometimes succeed. Asian countries, especially China, are strongly targeting the mass market and the supplying of components. There is also an interesting race going on to bring down the price of laser sintering – with participants from everywhere.
* Superscript GmbH in Leipzig specializes in large-scale 3D models
Challenges to overcome
When comparing additive manufacturing to traditional methods, each single case has to be carefully considered. For example, the 3D printing (either FDM or SLS) of a plastic part that will later be made by injection molding makes sense for prototypes and small series where tooling would drive up the price per unit ratio. Additive manufacturing can offer substantial advantages especially where small runs are concerned, because it presents fewer restrictions when creating objects that require multi-part molds.
Where to get started?
Printing in 3D involves hardware ranging from €500 to €500,000 with the single common aspect that you can be holding a nice plastic or metal part (or not so nice if the print file has errors) in your hands within a few hours or days. At the lower end, the availability of 3D printers to spontaneously produce plastic prototypes and objects can be extended to everyone in design and engineering. Even small desktop FDM 3D printers, like the aforementioned €800 Dremel, parallels the same degree of disruption the availability of spreadsheet software delivered to anyone working with numbers 30 years ago. It is much easier to discuss competing designs for a new product when 3D printed models are made available. For metal products, being able to quickly make castings from FDM wax-mold prints is a boon when producing prototypes or for small scale production of cast parts. In the realm of 3D printing SLS/SLM currently reigns supreme by offering almost total design freedom in shape and form, while allowing the final product to be lighter in weight and to have better strength attributes than machined counterparts.
It may come at a higher price when done by a third party or with a six-figure investment cost for machinery to do it in house. Evaluation is the key to unlock the door to see if costs are outweighed by the considerable benefits to be gained.
Sign up for the Avnet Silica Newsletter!
Stay up-to-date with latest news on products, training opportunities and more!
Take a DEEP look into the future!
Get the latest market trends and in-depth trainings on our Digital Event Experience Portal!
Avnet Silica Design Hub
Browse and review hundreds of proven reference designs to accelerate your design process. Our designs can be modified and saved in our AVAIL design tool and then exported to your CAD tool of choice.


